欢迎您的来电
13833782828
动态分类
DYNAMIC CATEGORY





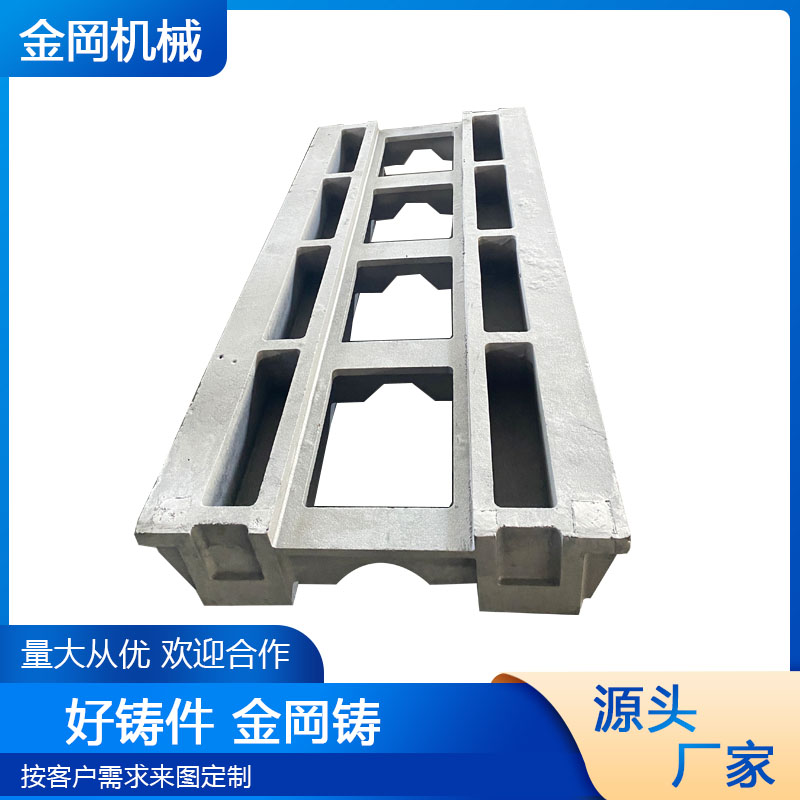
消失模铸造工艺、原理与应用全解析
文章摘要:
消失模铸造,又称实型铸造或汽化模铸造,是一种结合了泡沫塑料成型技术与传统砂型铸造的创新工艺。
消失模铸造,又称实型铸造或汽化模铸造,是一种结合了泡沫塑料成型技术与传统砂型铸造的创新工艺。
一、什么是消失模铸造?基本原理是什么?
核心原理: 使用与铸件形状全部一致的泡沫塑料模型(含浇注系统),替代传统的木模或金属模。模型被埋在干砂中,浇注时高温金属液接触泡沫模型使其速度适宜汽化消失,金属液占据模型空间,冷却凝固后形成铸件。
关键步骤:
模型制作: 将可发性聚苯乙烯(EPS)或共聚物(STMMA)珠粒预发泡、熟化,再置入铝合金模具中发泡成型,制成整体泡沫模型簇。
模型组合与涂料: 将模型、浇冒口组合,浸涂耐火涂料(水基或醇基),烘干形成较透气涂层。
填砂与振动: 将模型簇放入砂箱,填入不含粘结剂的干石英砂,通过三维振动紧实。
浇注: 在负压(真空)环境下浇注金属液,泡沫汽化产生的气体被涂层阻挡、被负压抽走。
冷却落砂清理: 铸件凝固冷却后,倾翻砂箱落砂,深受带浇冒口的铸件,经清理打磨获得成品。
二、消失模铸造有哪些突出优点?
精度好、少加工: 泡沫模型易加工复杂曲面与内腔,铸件尺寸准确(可达CT7-CT8),显著减少机加工余量。
设计自由度高: 可整体成型传统铸造难以实现的复杂结构(如弯曲水道、异形空腔),减少分型面与合箱误差。
工序简化、成本低: 省去传统造型中的取模、合箱、制芯工序;无需粘结剂,旧砂回用率高(>90%);生产自动化程度好。
环保性好: 使用干砂无化学粘结剂,粉尘少;泡沫燃烧产物可控(尤其STMMA材料环保)。
铸件质量优: 金属液在负压下充型,流动性增强,组织致密;无飞边毛刺。
三、消失模铸造的主要缺点和挑战是什么?
模具成本高: 铝合金发泡模具制造周期长、费用高,适合大批量生产摊薄成本。
模型制作要求高: 泡沫模型密度、干燥程度需要均匀,涂料厚度与透气性控制严格。
易产生特有缺陷:
碳缺陷: 泡沫分解残留物导致铸件表面皱皮或内部增碳(铸铁件常见)。
气孔夹渣: 分解气体排出不畅或涂层剥落卷入金属液。
变形: 泡沫强度低,填砂振动时可能变形。
工艺控制复杂: 浇注温度、速度、负压度等参数匹配要求高,需优良调试。
四、如何克服“碳缺陷”和“气孔”问题?
优化模型材料: 采用STMMA(苯乙烯-甲基丙烯酸甲酯共聚物)替代纯EPS,其裂解透彻,残留碳少。
严格控制涂料: 确认涂层高温强度好、透气性高且均匀,效果优良阻隔液态产物渗入砂型。
准确控制工艺参数:
浇注温度: 适当提高(比传统工艺高30-50°C),推进泡沫全部分解。
浇注速度: 保护连续、平稳、速度适宜充型,减少气体产生量。
负压度: 足够且稳定的真空度(通常在-0.02至-0.06 MPa),及时抽走气体与液态产物。
优化浇冒系统设计: 利于金属液平稳速度适宜充型,利于气体和渣滓排出。http://www.npjgjx.com/